-
08-28 2023
Quickly get all kinds of steel coil quality problems!

-
08-24 2023
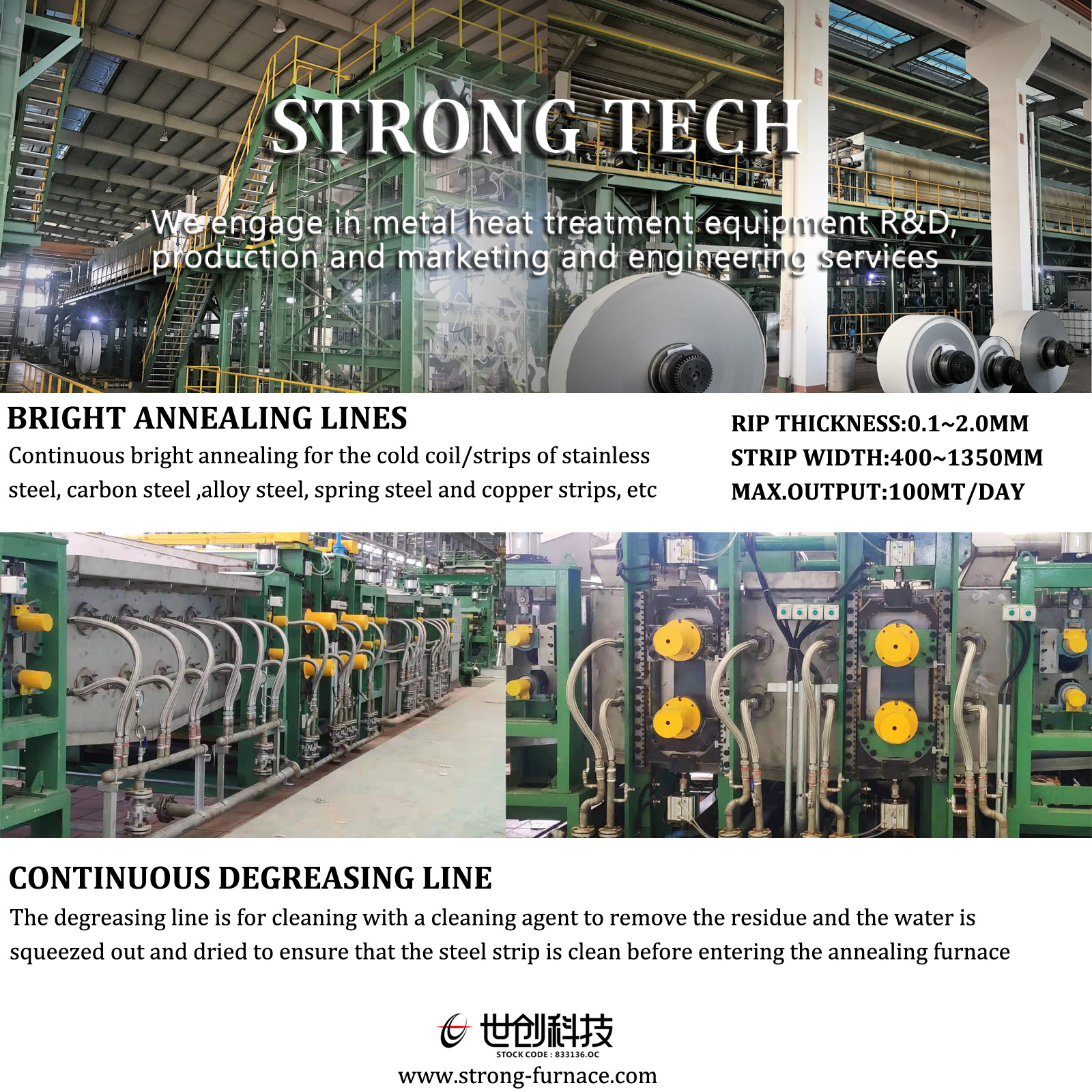
What are the heat treatment equipment of steel plate?
-
08-23 2023
You must get the basic knowledge of stainless steel - the production process
-
07-26 2023
Vertical Bright Annealing Furnace
-
11-05 2021
The difference between 201 and 304 stainless steel
this post introduces the difference between 201 and 304 stainless steel. Strong Metal's heat treatment equipment are widely used in the stainless steel industry for annealing process of strip coil.
-
10-26 2021
Heat treatment types of stainless steel
Stainless steels are generally heat-treated based on the stainless steel type and reasons for carrying out the treatment. Heat treatment methods, such as stress relieving, hardening and annealing, strengthen the ductility and corrosion resistance properties of the metal that is modified during fabrication, or generate hard structures capable of tolerating abrasion and high mechanical stresses.